Sand Casting
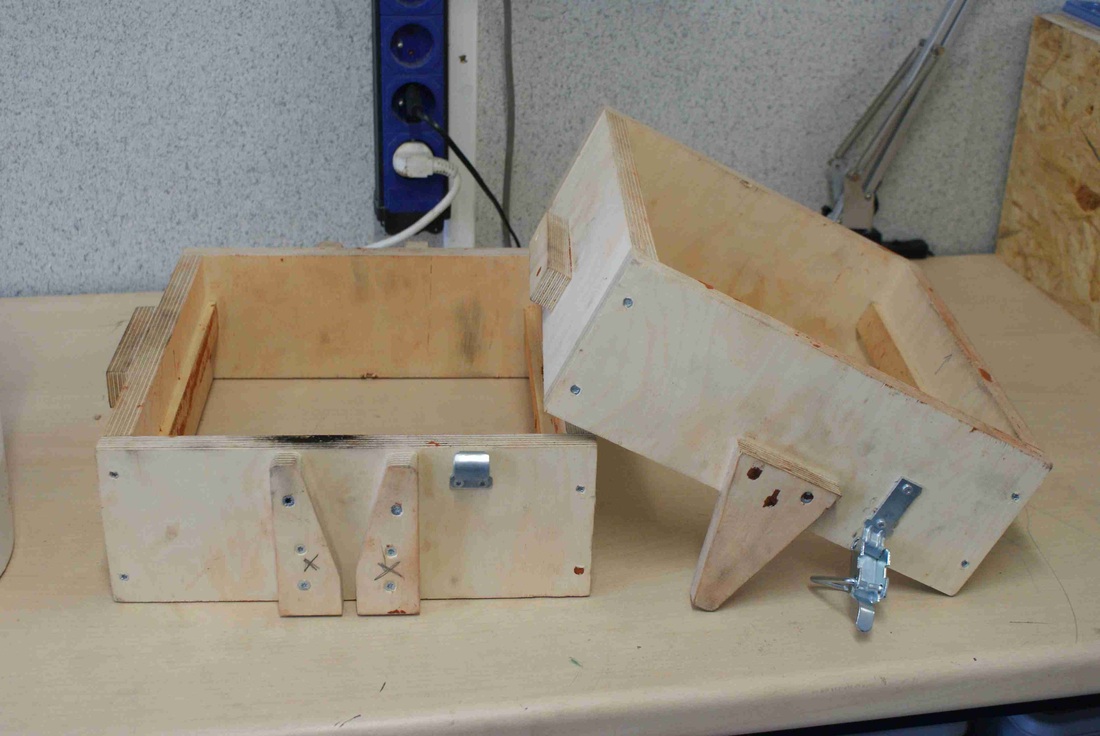
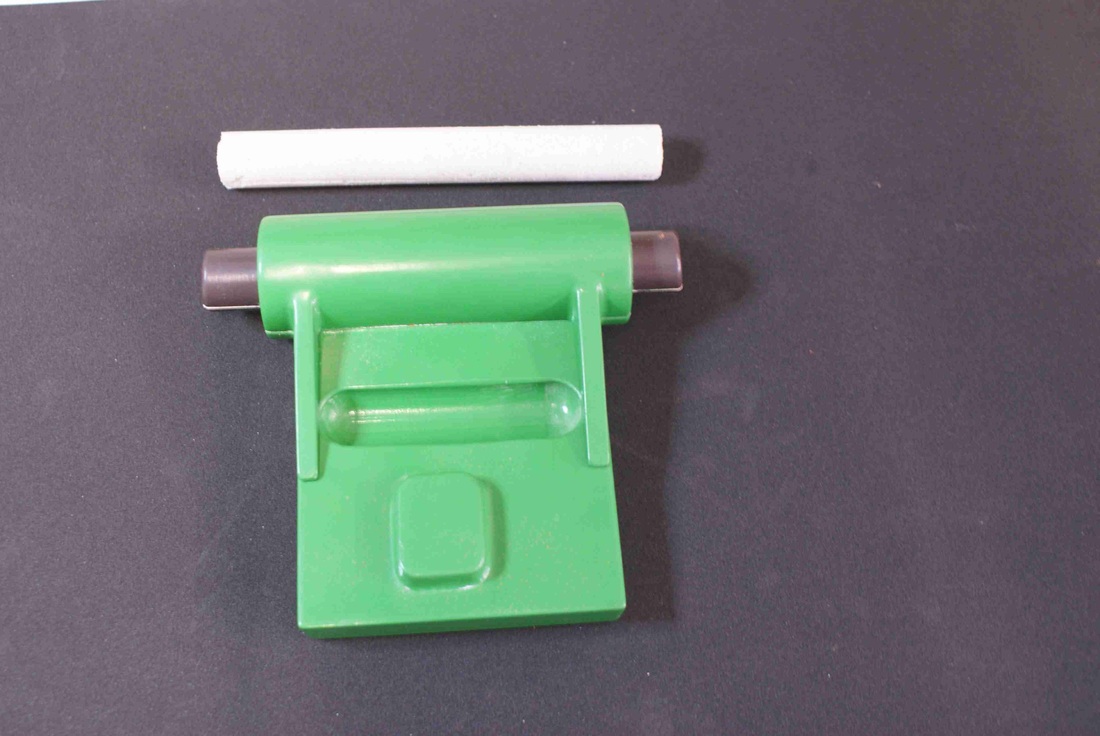
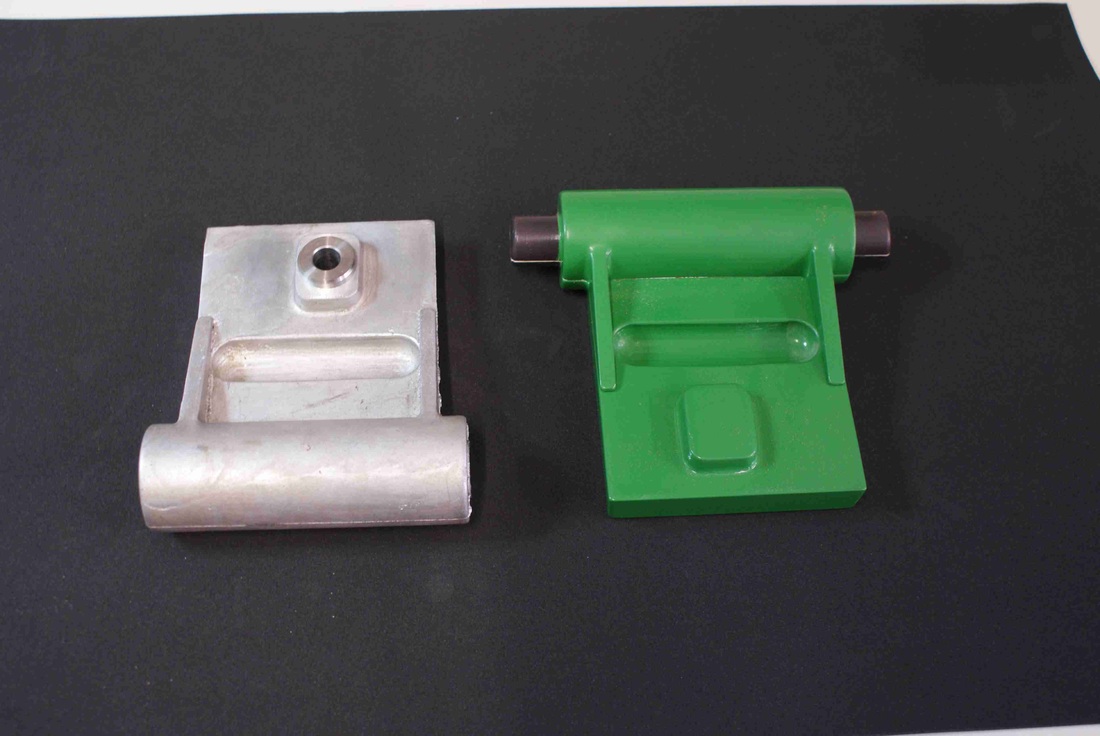
A more advanced way to cast metal is sand casting. This process makes use of a pattern in a solid material like wood plastic or aluminium. This pattern is than used to make an imprint into a sand mould. As the original pattern can be used to make nearly unlimited imprints, this process is more suitable when a larger quantity of castings is required.
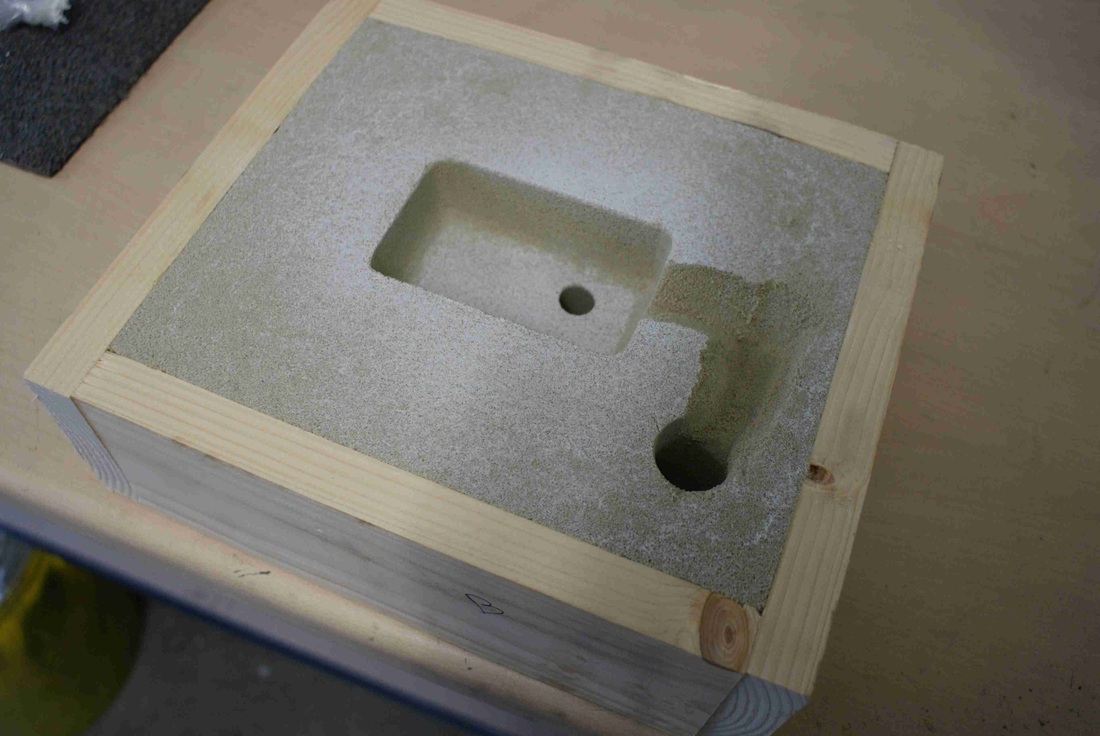
The sand to make the mould is a blend of sand and clay, which is referred to as greensand. The cheapest to use is sand, bentonite clay and water. I found this gives rather poor mould strength and surface finish. The more professional solution is to use sand, bentone and oil. This blend is sold under the 'Petrobond' or 'OBB sand' brand name. This reddish coloured moulding sand has very high moulding strength and gives a truly perfect surface finish.
Cores, which are patterns to make internal cavities in the casting, are made of fine sand blended with sodium silicate a.k.a. waterglass. This mixture can easily hardened by passing co2 through it, it will become immediately rock-hard.
The sand to make the mould is a blend of sand and clay, which is referred to as greensand. The cheapest to use is sand, bentonite clay and water. I found this gives rather poor mould strength and surface finish. The more professional solution is to use sand, bentone and oil. This blend is sold under the 'Petrobond' or 'OBB sand' brand name. This reddish coloured moulding sand has very high moulding strength and gives a truly perfect surface finish.
Cores, which are patterns to make internal cavities in the casting, are made of fine sand blended with sodium silicate a.k.a. waterglass. This mixture can easily hardened by passing co2 through it, it will become immediately rock-hard.